
- Основные толщины металла:
0,35/0,4/0,45/0,5/0,55/0,65/0,7 мм
- Классы цинкования:
1-класс 180-275 г/м2
2-класс 100-140 г/м
Наиболее часто запрашиваемые: 0,45 мм /0,5 мм /0,65 мм/0,7 мм.
Как производят оцинкованный металл:
https://www.youtube.com/watch?v=ABJVL4IrztA
Покрытия металла
Цинк
Цинк — третий по важности цветной металл в мире после алюминия и меди. Возможности его применения обширны, а производство растет быстрыми темпами, хотя в мире в последние годы и наблюдается некоторое перепроизводство этого металла. Главные потребители цинка — строительная индустрия, машиностроение и химическая промышленность.
Цинк — синевато-белый металл с плотностью при нормальных условиях 7,13 г/см3. Температура плавления у него довольно низкая — всего 419,5 °С. Нагретый до 100—150° цинк становится очень ковким и тягучим, а при 200° настолько хрупким, что его можно истолочь в порошок. Пары’ цинка воспламеняются на воздухе с образованием густого белого дыма — окиси цинка.
Цинк так прочно вошел в наш быт, что мы его часто не замечаем. Водосточная труба, крыши домов, забор из профнастила, эмалированное ведро, садовый инвентарь, проволока для морских канатов изготовлены с применением цинка. В стенках блестящего самовара цинк прятался под тоненькой пленкой никеля, есть он и в патроне для электрической лампочки, и в гильзе снаряда, и в различных деталях машин.
Наиболее широко цинк применяется в современном мире для защиты от коррозии. Почти половина выплавляемого в мире цинка расходуется на нанесение антикоррозионных покрытий стали и чугуна (так называемое цинкование), пятая часть идет на производство латуни, около 15% — для литья изделий и деталей из цинка под давлением. Много цинка используется для нужд химической промышленности.
Оцинкованная сталь очень перспективна на рынке. Цинк подвергается коррозии в 10 раз медленнее железа. Цинк с успехом используется при производстве кузовов автомобилей. В каждом современном автомобиле содержится в среднем 15—20 кг цинка. Объемы потребления оцинкованной стали различного сортамента год от года растут. Прежде всего это касается оцинковки толщиной 1—3 мм для изготовления несущих каркасов промышленных и гражданских зданий, опорных конструкций мансард и плоских кровель. Оцинковка толщиной 0,3—0,4 мм предназначена для систем воздушного отопления.
Цинкование – это процесс покрытия металла слоем цинка с целью защиты его от коррозии. Как правило, оцинкованный металл широко применяют в разных отраслях промышленности. Чаще всего в строительстве.
Сегодня процедура цинкования широко востребованная во всём мире. Как известно, оцинкованные металлы выпускаются в двух формах: листах и рулонах. По типу покрытия бывает с так называемым полимерным покрытием и без него.
Рулон оцинкованной стали широко используется при обустройстве кровли, разнообразных видов профнастила, вентиляционных систем, а также при изготовлении водосточных систем на которые будет воздействовать повышенная влажность и агрессивная среда. Кроме того рулон оцинкованный применяется при изготовлении различных профилей для конструкций из гипсокартона и прочих отделочных материалов. Высокие характеристики по вытяжке металла позволяют производить из нее объемные конструкции и детали. Компания Метроз продает оцинкованный рулонный металлопрокат по низким ценам. А это дает возможность минимизировать издержки на строительство или ремонт объектов
Транспортировка оцинкованного стального листа в виде рулона очень удобна. Главное и основное преимущество такого способа транспортировки заключается в возможности избежать деформации, изгибов и разрывов краёв листов, также рулон легко грузить и складировать. Веc таких рулонов в отдельных случаях достигает 10 тонн.
Полимерное покрытие
Полимерное покрытие представляет собой материал из органических полимеров (смол или пластмасс) с добавлением пигментов, присадок и растворителей, образующий покрытие с защитными свойствами. Полимерное покрытие не только защищает металл от механических и климатических воздействий, но и придает строениям архитектурно-художественную выразительность.
Важнейшие требования к покрытиям – прочное сцепление (адгезия) отдельных слоев друг с другом, нижнего слоя с подложкой, твердость, прочность при изгибе и ударе, влагонепроницаемость, атмосферостойкость, комплекс декоративных свойств (прозрачность или укрывистость, цвет, степень блеска, узор и др.). При получении многослойных покрытий применяют следующие материалы: грунтовки, которые наносят непосредственно на подложку для ее антикоррозионной защиты и обеспечения адгезии, краски, эмали.
Металл с полимерным покрытием состоит из металлического основания (холоднокатаная или оцинкованная сталь) со слоем обработки поверхности, слоя грунта и слоя полимерного покрытия. Для некоторых целей может использоваться самоклеящаяся полимерная пленка, а в случае необходимости - также временная защитная пленка.
Полимерное покрытие представляет собой пленку на основе высокомолекулярных соединений на поверхности проката, сформированную при горячей сушке нанесенных валковым методом жидких ЛКМ (грунтовок, отделочных и защитных эмалей, пластизолей) и обладающую комплексом защитных, декоративных, физико-механических и других специальных свойств. В случае порошковых красок используется электростатический метод нанесения покрытий.
Грунтовочный слой представляет собой нижний слой в системе двухслойного полимерного покрытия, наносимый непосредственно на металлическую поверхность и предназначенный для обеспечения прочного сцепления и высокой коррозионной стойкости полной системы покрытия.
В производстве предварительно окрашенного проката используются различные типы полимерных покрытий. Полиэфирные покрытия получили наибольшее распространение в европейских странах. В России полиэфирные покрытия также являются наиболее распространенными, что связано с их дешевизной в сочетании с хорошими эксплуатационными характеристиками.
Существует два основных вида красок для окрашивания рулонного металла: термореактивные и термопластические, которые можно разделить на 8 типов, в зависимости от типа используемых смол:
- алкидные покрытия;
- акриловые покрытия;
- эпоксидные покрытия;
- полиэфирные покрытия;
- полиуретановые покрытия;
- покрытия, модифицированные силиконом;
- покрытия на базе ПВХ (поливинилхлорида);
- покрытия на базе фторполимеров, например PVDF (поливинилдифторида).
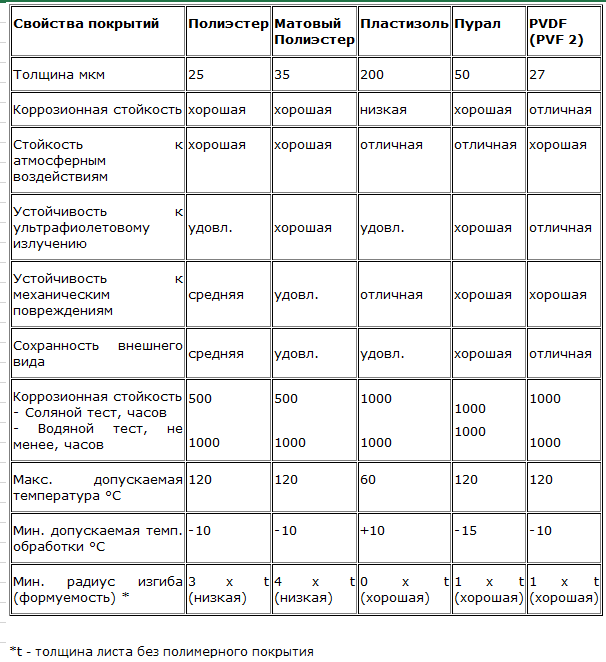
Ниже представлены виды и основные характеристики покрытий.
Виды полимерных покрытий
Полиэстер
Полиэстер (РЕ) имеет толщину покрытия 25 мкм. Самым недорогим и популярным из полимеров на рынке полимерных покрытий для стального оцинкованного листа, который придает окрашенной стали хорошую устойчивость к УФ-излучению и коррозии, является полиэстер (полиэфир). Материал обладает высоким уровнем гибкости и формуемости, подходит для любых климатических условий. Стойкость к механическим повреждениям у данного типа покрытий ниже, чем у покрытий Пурал. Более устойчив к механическим воздействиям полиэстер с посыпкой кварцевым песком, однако, он существенно дороже. К тому же при его транспортировке возникает ряд проблем, связанных с возможностью повреждения нижнего слоя металлических листов (кварцевый песок подобно наждачной бумаге царапает соприкасающиеся с ним поверхности вышележащих листов).
Наиболее часто используют покрытия на базе насыщенных полиэфиров (SP, ПЛ). Основа покрытия - полиэфирная краска, обладающая хорошей стойкостью цвета. Показатель теплостойкости к воздействию солнечных лучей до +120 °С, а нижний температурный предел полиэстера составляет -60 °С. Толщина полиэстера на окрашенной стали достигает 25 мкм.
Полиэстер - покрытие, сочетающее в себе экономичность и качество.
Область применения
Полиэстер применяется при производстве металлочерепицы, профнастила, сэндвич-панелей, сайдинга, фальцевой кровли и водосточных систем, а также для нужд приборостроения, изготовления бытовой техники и других отраслей промышленности.
Полиэстер зарекомендовал себя как высококачественный и долговечный материал: эффективно противостоит коррозии. Срок службы составляет 7-15 лет; выдерживает перепады температур от -50 С до +90 С, что позволяет использовать его практически в любых климатических условиях.
Матовый полиэстер (PEMA)
Полиэфирное покрытие толщиной 35 мкм с матовой поверхностью. Представляет собой полиэстер, модифицированным тефлоном. Материал обладает высокой цветостойкостью за счет коэффициента преломления солнечных лучей, хорошей коррозийной и механической стойкостью, сохраняет свои свойства в любом климате. Данный материал подходит тем, кому важно отсутствие блеска изделия.
Пластизоль (PVC-200)
Это декоративный полимер с наиболее толстым покрытием (200 мкм), состоит из поливинилхлорида (ПВХ) и пластификаторов, имеет тисненую поверхность. По стоимости - одно из самых дорогих покрытий. Благодаря большой толщине покрытия материал является одним из самых устойчивых к механическим повреждениям. Однако, его из-за низкой температурной стойкости и низкой стойкости к УФ-излучениям (при нагреве прямыми солнечными лучами свыше +80 °С материал быстро стареет), не рекомендуется использовать в южных регионах. Выбирая пластизоль для использования в жарких регионах, следует ориентироваться лишь на светлые цвета. Они лучше отражают свет, меньше нагреваются и выгорают.
Имея большую толщину, пластизоль обладает высокой коррозионной стойкостью, что создает дополнительную защиту в условиях загрязненной окружающей среды. Цветостойкость его существенно ниже полиэстера. При толщине 175 мкм покрытие из пластизоля выпускается только гладким. На покрытие толщиной 200 мкм может быть накатан штампованный рисунок, придана тисненая фактурная поверхность (при этом в местах тиснения толщина слоя покрытия значительно уменьшается).
Пурал (PURAL)
Покрытие на основе полиуретана модифицированного полиамидом, имеет шелковисто-матовую структурную поверхность. Этот материал не боится больших суточных перепадов температур (до 120°С). Материал обладает высокой химической устойчивостью и цветостойкостью. Стоек к механическому воздействию. Однако по сравнению с пластизолом пурал менее устойчив к пластическому деформированию. Этот вид дороже полиэстера, но на сегодняшний день – это одно из наиболее оптимальных покрытий по сочетанию высоких эксплуатационных характеристик и цены. Толщина покрытия составляет 50 мкм.
PVDF (Поливинилиденфторид)
Покрытие толщиной 27 мкм, состоит из 80% поливинилхлорида и 20% акрила. Это прочное, наиболее устойчивое к УФ-излучению покрытие, практически не выцветает, имеет красивый блеск, обладает самоомываемостью. Одно из самых устойчивых и к механическим повреждениям, к агрессии природы и к грубостям монтажников. Глянцевая поверхность PVDF может иметь металлический оттенок в серебристых или медных тонах. Для придания металлического блеска стандартное покрытие PVDF дополняется слоем прозрачного лака с пигментом «металлик». Это самое долговечное покрытие, оно применяется даже в условиях агрессивных сред, таких, как морское побережье. Идеально подходит для стен.
Порошковая покраска
Порошковое покрытие представляет собой слой полимерных порошков, которые сперва напыляют на поверхность изделия, а затем подвергают полимеризации при определенной температуре в специальной печи (печи полимеризации).

Базовая технология порошковой окраски металла состоит из трех основных этапов:
- подготовка поверхности к покраске;
- нанесение слоя порошковой краски на окрашиваемую поверхность в камере напыления;
- оплавление и полимеризация порошкового покрытия в печи полимеризации. Формирование пленки покрытия. Охлаждение и отвержение краски.
При больших объемах производства или обработке крупногабаритных деталей используется транспортная система. С ее помощью окрашенные изделия легко перемещаются от станции к станции. Принцип ее действия заключается в том, что окрашиваемые детали подаются на специальной подвеске или тележках, которые передвигаются по рельсам. Транспортная система позволяет проводить процесс окраски непрерывно, за счет чего значительно увеличивается производительность работы.
В начале процесса порошковой окраски производится загрузка частей на конвейерную ленту. При предварительной обработке поверхности перед окрашиванием детали попадают в пятиступенчатый очиститель, где подвергаются обработке очистителем, споласкиванию чистой водой, фосфатированию и антикоррозийной обработке.
После этого детали подвергаются сушке. Для этого они прогоняются через специальную печь для просушки с целью предотвращения попадания на них влаги, после чего они охлаждаются.
На следующем этапе детали помещаются в камеру окрашивания или напыления, где порошковая краска вручную распыляется на деталь с помощью электростатического распылителя под действием сжатого воздуха. В распылителе частицы краски приобретают электрический заряд. Под действием электростатических сил частицы порошка притягиваются к поверхности и располагаются на ней равномерными слоями.
После этого детали с нанесенной порошковой краской помещаются в печь или камеру полимеризации приблизительно на 10 минут для непосредственного окрашивания детали. Температура в печи достигает 150-220 градусов. Здесь частицы порошка оплавляются и закрепляются на окрашиваемой поверхности. Этот процесс также называют формированием поверхности. После образования пленки покрытия детали охлаждаются и снимаются с конвейера.
Подготовка поверхности к покраске

Подготовка поверхности изделия перед порошковой покраской – это первый и, пожалуй, самый важный этап процесса. Именно от этого будет зависеть сцепление порошковой краски с поверхностью и как следствие – долговечность покрытия.
Подготавливая поверхность к покраске, от всего этого необходимо избавиться. Следует проверить, чтобы поверхность не имела заусенцев, прожогов, остатков пайки, трещин, пригаров и ржавчины. Она должна быть сухой, без каких-либо маслянистых или жирных остатков. В зависимости от степени загрязнения и материала обрабатываемой поверхности, выбирают различные способы ее подготовки к покраске и различное порошковое оборудование.
Обезжиривание – самый простой, но обязательный для всех видов поверхности способ очистки. Под воздействием органических растворителей, щелочных и эмульсионных составов с поверхности удаляются остатки жировых загрязнений, следы солей и пр.
Для удаления ржавчины, нагаров и окисных пленок используют абразивную очистку или химическую очистку (травление).
Чтобы продлить срок службы изделия и повысить его защитные свойства используют конверсионные покрытия: фосфатирование – для оцинкованных и металлических поверхностей и хроматирование – для алюминия и его сплавов. В результате фосфатирования, на поверхности образуется защитная фосфатная пленка, которая обладает низкой электропроводностью и препятствует появлению подпленочной коррозии. Процесс хроматирования подразумевает образование на алюминиевой поверхности аморфного хроматного слоя. Такой слой обеспечит наилучшее сцепление краски порошковой и долговечность покрытия.
Нанесение порошковой краски

После того как детали покидают участок предварительной обработки, они ополаскиваются и высушиваются.
Когда детали полностью просушиваются, они охлаждаются при температуре воздуха. После этого они помещаются в камеру напыления, где на них наносится порошковая краска. Основное назначения камеры заключается в улавливании порошковых частиц, не осевших на изделии, утилизации краски и предотвращении ее попадания в помещение.
Также существуют автоматические камеры напыления, в которых с помощью пистолетов-манипуляторов краска наносится за считанные секунды.
Наиболее распространенным способом нанесения порошковых покрытий является электростатическое напыление. Оно представляет собой нанесение на заземленное изделие электростатически заряженного порошка при помощи пневматического распылителя.
Сначала порошковая краска засыпается в питатель. Через пористую перегородку питателя подается воздух под давлением, который переводит порошок во взвешенное состояние, образовывая так называемый «кипящий слой» краски. Далее аэровзвесь забирается из контейнера при помощи воздушного насоса, разбавляется воздухом до более низкой концентрации и подается в напылитель, где порошковая краска за счет трения приобретает электростатический заряд.
При помощи сжатого воздуха заряженная порошковая краска попадает на нейтрально заряженную поверхность, оседает и удерживается на ней за счет электростатического притяжения.
В отличие от традиционных способов окрашивания, порошковая краска не теряется безвозвратно, а попадает в систему регенерации камеры напыления и может использоваться повторно.
На заключительной стадии окрашивания происходит плавление и полимеризация нанесенной на изделие порошковой краски в камере полимеризации.
Полимеризация
После нанесения порошковой краски изделие направляется на стадию формирования покрытия. Она включает оплавление слоя краски, последующее получение пленки покрытия, его отвержения и охлаждения. Оплавление и полимеризация происходят в специальной печи.
Оплавление и полимеризация происходит при температуре 150-220 °С в течение 15-30 минут, после чего порошковая краска образует пленку (полимеризуется).
При нагреве в печи изделия с нанесенным слоем порошковой краски частицы краски расплавляются, переходят в вязкое состояние и сливаются в непрерывную пленку, при этом вытесняя воздух, находившийся в слое порошковой краски.
При дальнейшем нагревании изделия краска глубоко проникает в поверхность и затем отвержается. На этом этапе формируется покрытие с заданными характеристиками структуры, внешнего вида, прочности, защитных свойств и т.д.
По окончании полимеризации изделие охлаждается на воздухе. После остывания изделия покрытие готово.
Просмотри видео по ссылке: https://www.youtube.com/watch?v=sEqEyb-Z8gk
Различают
по виду покрытий:
- одностороннее (I);
- двустороннее (II);
по характеру кромки:
- НО – с необрезной кромкой;
- О – с обрезной кромкой.
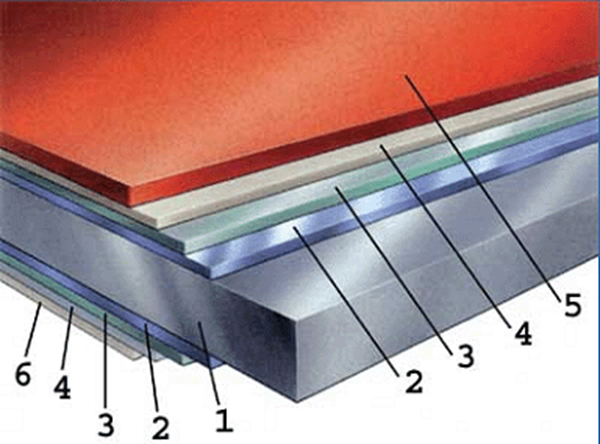
1 - лист стальной
2 - цинковое покрытие
3 - антикоррозийное покрытие
4 - грунт
5 - полиэстер ( или иное покрытие)
6 - защитное покрытие обратной стороны
Слой полимерного покрытия выполняет следующие функции:
- защитная: помогает дольше сохранить внешний вид оцинкованного металла от воздействий окружающей среды, в том числе от механических воздействий. Для защиты от механических повреждений в процессе работы используют защитную плёнку толщиной 20 мкм, для некоторых цветов (в краске примеси металла) исп пленку с адгезией повышенной.
- декоративная: данное покрытие представлено в максимальном количестве цветовых решений.
Преимущества окрашенной стали перед оцинкованной сталью:
- двойная защита стальной основы: слой цинка и слой краски;
- при воздействии природных явлений оцинкованная сталь быстро окисляется (ржавеет), что приводит к появлению пятен, в районе которых сначала ржавеет цинк, а потом и стальная основа;
- внешний вид меняется гораздо медленнее и с большей степенью равномерности, чем у оцинкованной стали;
- доступна широкая гамма цветов и типов поверхностей, в отличие от оцинкованной стали.